09月22日, 2014 1350次
收藏铁壶 绕不开的清光堂
微信号:qinglan337
添加微信好友, 获取更多信息
复制微信号日本山形铸物至今已有900多年历史,以「薄肉壶身」之美闻名世界。从江户时代开始的清光堂,至今已传承到第十代传人-佐藤琢实,承袭传统「山形铸物之脱腊法」铸造法,完全手工制作。壶身的典雅肌理映衬出传承百年经典工艺为志业的职人精神。 山形铁壶的壶盖不

铁壶铸造法大致有三种,一为脱腊法,就如中国的汉代的青铜器铸法一样,此法每壶天下仅有一只,尤为珍贵,可视为收藏珍品。

亀文堂鈴木光重系瀑布松古木図群鳥銀象嵌白肌鉄瓶

亀文堂梅泉系最上級月梅蘭香高盛上白肌鉄瓶

初期亀文堂造菊蘭盛上図蘭提手日ノ丸形鉄瓶

西垣一瑳竹節銀象嵌提手菊霊芝盛上図白肌鉄瓶共箱
二为砂铸法,壶底脐眼的两侧都会有一个小脐孔,这是铸造时留下的透气孔,较易识别。

腰线

底部铸孔

金寿堂造瓢地紋雀貼付高肉彫銀象嵌白肌鉄瓶共箱
金青堂造名人武藤銀摘斑紫銅蓋風景図鉄瓶共箱
三为高强压力模铸法,会在壶体内中界处有一条铸造留下的合模线,可以模制多个壶,所以无论器形与图案多么精美复杂,但因为不具备独一性,这种壶价至今不高,一般在几千到两万元之内。

1、蜡铸法(正品):亦称失蜡铸造法或脱蜡铸造法。
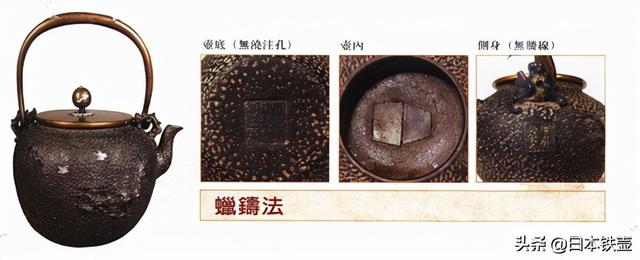
简单来说,使用一蜡型雕刻成所需要制作的形状,经过附砂,拷模后,将蜡融出形成所需要的模型,浇灌后将砂模破坏取出成品,所以蜡铸法是不需要在砂模成形后脱出内模,因此并无传统砂铸法的腰线,故一件蜡铸法制作而成的作品,将不会有任何的脱模线(腰线)与浇铸孔(包含透气孔)。

蜡模壶身无腰线

蜡模底部无铸孔


大家好!我叫日本铁壶,这是我的个人简历,请大家多多关照
基本信息 姓名:日本铁壶 年龄:266岁(1750年第三代小泉家仁左卫门将茶釜改良成为现今铁瓶的样式) 别名:煮水神器 英文名:Tetsubin 出生地:南部藩(岩手县盛冈市) 曾住址:京都三条釜座、山形铸物、长滨的晴寿堂、京都的龙文堂与南部铁器 代言人: 1.京


流口于壶身一体



2、砂铸法(古代仿制品).
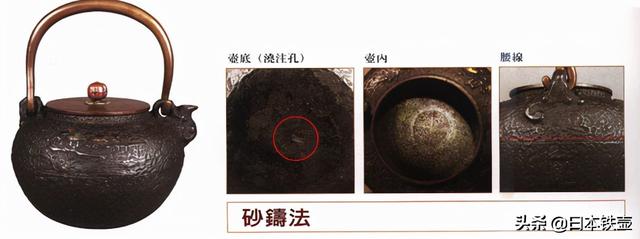
砂铸法是最为原始的自然重力铸造法。这种铸造法在制作内部采中空而开口较小的产品,需要使用的内模来成形,因此使用砂铸法制作铁壶时,一定在壶内部圆径最宽处做为上下模的开模处,故制口较小的产品,需要使用内膜来形成,因此使用砂铸法制作鉄壶时,一定在壶内部直径最宽处做为壶的开模处。故制品将会因材料记忆的效益而产生一道水平状的腰线,这道腰线是砂铸法最明显的特点。






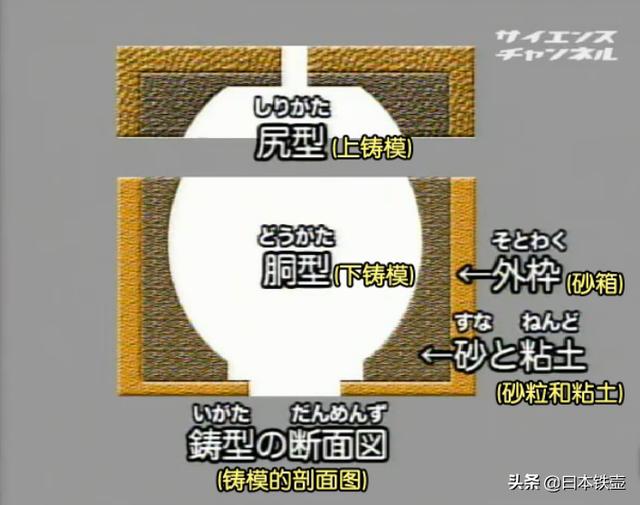
3、硬模压力铸造法初期(仿制品)
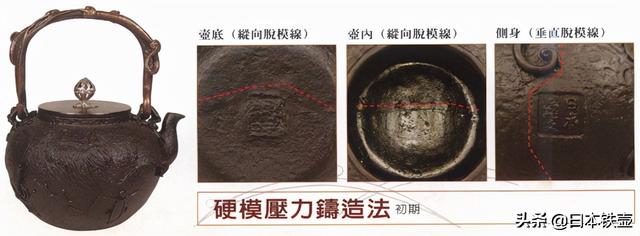
是使用倒置式配置砂模,因此在壶底可见明显的浇铸孔;一般除了壶匠中央的浇铸孔外,在浇铸孔上下水平线多数可见两处小孔,是为浇铸时保持金属溶液流动的透气孔。简单总结,砂铸法的明显特点是壶身一道水平状的脱模线与壶底中央浇铸孔形两小孔的透气孔。硬模压力铸造法.硬模压力铸造法是现代的铸在较初期的现代龟文仿品并不加以修饰,可以轻易观察的到此特征。
不过笔者观察最近期的仿件,发现制作者在成形后壶表会将此垂直模线加以磨整后进行上色,壶内刻意造锈或包覆水垢加以掩饰。由于这制作方式是无法去除因金属记忆效应而产生的这道线状组织,故不管如何掩饰只要仔细观察仍可发现这道最为明显的破绽。另一个观察点在于硬模压铸法使用金属模,制造出来的制品没有传统使用砂作为模具所产生的气孔肌理,所以成品壶内部表面光滑,感觉较为生硬没有传统工艺的朴质感,这点只要有上手过传统日本铸造法铁壶的使用者,应该可以轻易分辨。
本文源自头条号:曰本铁壶侵权请联系删除
龙文堂安之介的简历及对日本铁壶界的影响
日本京都铁壸中最为人知的堂号首推“龙文堂”。二代龙文堂初代安之介以精工细致并带有中国文化装饰艺术的铁壸获得极大的回响,他将龙文堂铁壸推上殿堂级的高峰,被认为是精工京都铁壸的始祖,龟文堂波多野正平及初代秦藏六皆是初代安之介的门生。 当时最早用